- Das Verschweißen der Rohr-/Fittingteile erfolgt durch Wärmeeinleitung an die Rohr-/ Fittingaußenflächen. Hierbei wird mittels halbschaliger Heizelemente eine genau definierte Wärmeenergie in die zu verschweißenden Rohr- bzw. Fittingsenden eingebracht. Gleichzeitig stützt ein elastischer Druckkörper (kurz “Blase” genannt) zur Vermeidung eines Schweißwulstes die Innenseite der Schweißzone. Die Blase wird mit Druckluft an die Rohrinnenwand gepresst, damit der erforderliche Schweißdruck beim Aufschmelzen des Kunststoffes erzeugt wird und ein völlig glatter Schweißbereich entsteht. Der elastische Druckkörper bewirkt die Vermeidung eines Schweißwulstes, an der Innenseite der Schweißzone. Die unter geregeltem Druck gehaltene Thermoplastschmelze garantiert eine optimale, homogene Verschweißung der Kunststoffteile. Beim WNF-Schweißen ist eine vollautomatische Prozesssteuerung des Schweißvorgangs mit einfacher Handhabung und reproduzierbare Schweißqualität in der Praxis garantiert.
- Arbeitsablauf einer Schweißung
1. Rohrdaten eingeben
2. Reinigen der Schweißzone
3. Hobeln (Entfernung der Oxidschicht an den entsprechenden Rohr-Ringflächen)
4. Einspannen der Rohre und positionieren der Blase
5. Schweißen
- Schweißnahtbeurteilung:
Die Schweißzone sollte möglichst nicht zu erkennen sein, bis auf oberflächlicher Druckstellen die durch den geschlossenen Halbschalen verursacht werden.
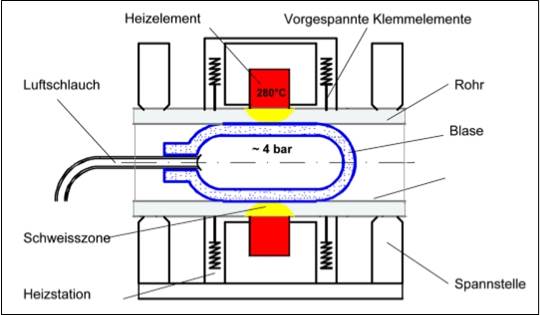
Bild 1: Prinzipsskizze Wulst- und Nutfreies Schweißen (WNF-Schweißen)
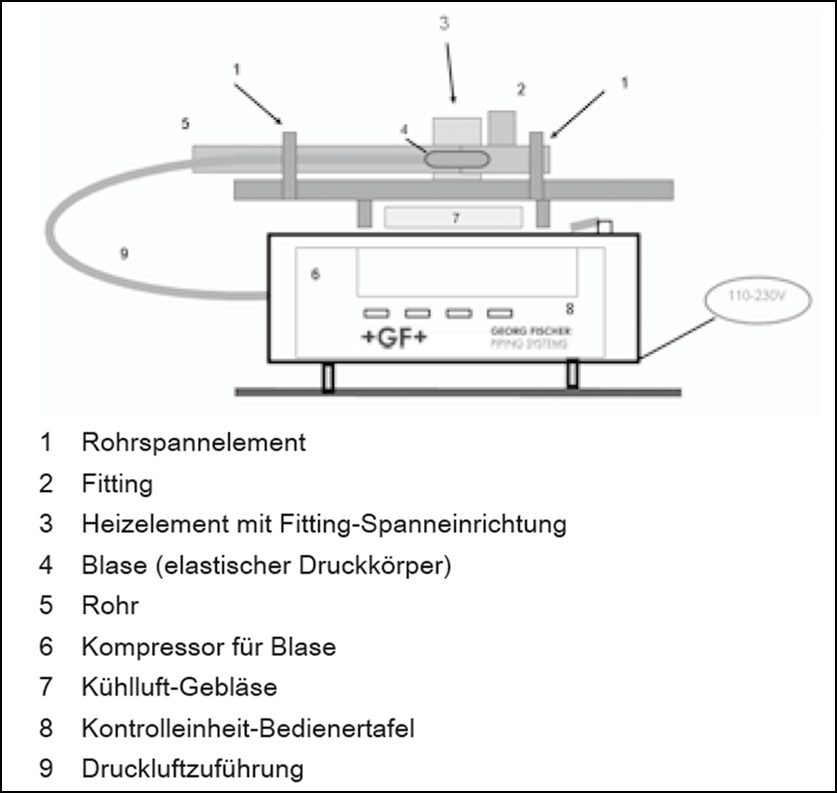
Bild 2: Prinzipsskizze Wulst- und Nutfreies Schweißen (WNF-Schweißen)