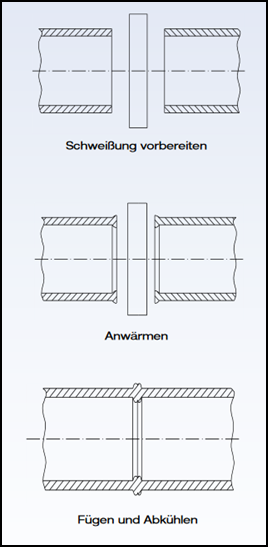
Beim Infrarot-Schweißverfahren handelt es sich um eine Stumpfschweißung, bei der jedoch die zu verbindenden Teile das Heizelement nicht berühren. Die Erwärmung erfolgt durch Strahlungswärme (das Verschweißen der Rohr-/Fittingteile erfolgt durch berührungsloser Wärmeeinleitung über Infrarotstrahlern), siehe Bilder 1 + 2. Der wesentliche Vorteil dieser Technik besteht darin, dass während der Anwärmphase fast keine Wulstbildung auftritt und dadurch nach dem Fügevorgang wesentlich kleinere Wülste als bei der Heizelement-Stumpfschweißung entstehen. Die Schweißzone wird somit strömungsgünstig, totraumarm und vergrößert den freien Durchgang. Es tritt keine Verschmutzung der Stirnflächen auf, da das Heizelement die zu verbindenden Teile nicht berührt. Der Fügedruck wird während des gesamten Schweißvorganges und in der Abkühlphase aufrecht erhalten bzw. nachgeregelt. Ein Abkühlen der Schweißverbindung unter Fügedruck ist somit gewährleistet.
Die Schweißdaten werden beim entsprechenden IR-Schweißgerät zur Rückverfolgbarkeit automatisch auf Datenträgern und Aufklebern protokolliert um eine Rückverfolgbarkeit der Schweißungen zu ermöglichen. Aus diesem Grund ist auch der Tracability-Code (Elektronische Bauteilrückverfolgung) auf jedem Formteil bzw. Rohr aufgeprägt bzw. mit einem Etikett angebracht. So kann zu jeder Zeit der Werdegang der Verbindung und der Formteile zurückverfolgt werden und somit dem Schweißer und dem verwendeten Schweißgerät zugeordnet werden.
 |
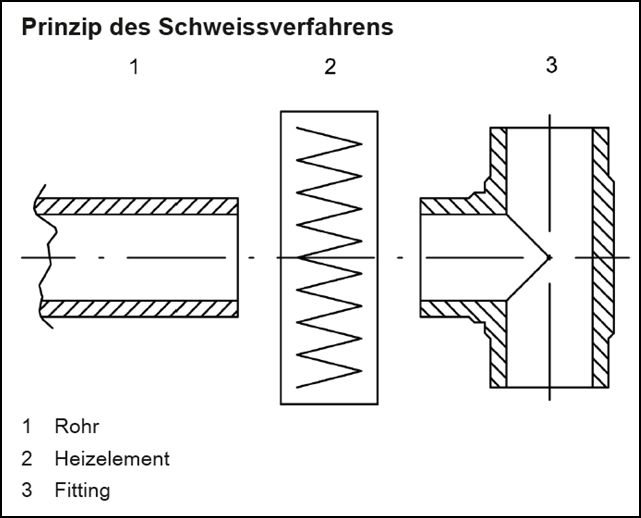 |
Bild 1 + 2: Prinzipsskizze IR-Schweißen
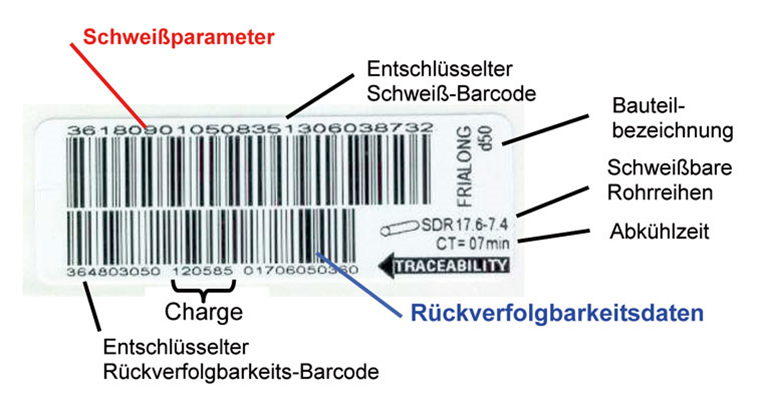
Bild 3: Barcodeetikett, Traceability-Code
Quelle: Aliaxis Deutschland GmbH, Mannheim
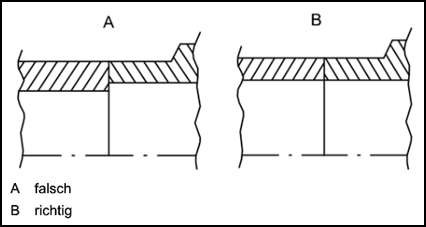
Bild 4: Gleiche Wanddicken im Schweißbereich erforderlich
Quelle: Georg Fischer GmbH, Albershausen
Arbeitsablauf einer Schweißung
- Reinigen der Schweißzone
- Einspannen der Rohre
- Planhobeln der zu verbindenden Bauteile
- Anwärmen
- Fügen
- Abkühlen